火花机加工斜孔类配合间隙改善方案
生产科:夏胜毅
汽车模日期章斜孔类加工圆度配合间隙公差要求在0~+0.005之间,现有加工方法是电极翻面加工后由EDM三轴联动加工,加工尺寸精度在0.03~0.1之间(椭圆),无法满足加工需求。
首先我来解析下常规加工方案:
(图一):常规的加工方式:
1. 电极材料:粗公+精公都采用石墨电极;
2. 电极加工方式:电极翻面单独加工侧面;
3. 电极加工精度:产生台阶精度在0.03mm~0.1mm;
4. EDM加工方式:多轴联动加工;
5. EDM加工精度结果:圆度配合间隙0.03~0.05mm(椭圆)。

解决方案:电极与加工方式进行优化改善
新的加工方案:
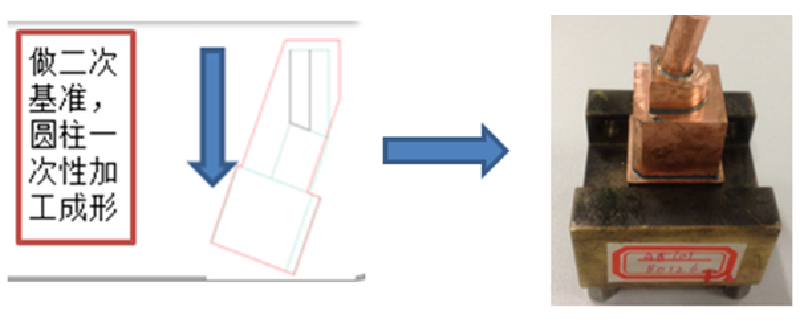
1.电极材料:粗公采用石墨、精公采用铜电极;
2.电极加工方式:铜电极圆柱面翻面一次性加工成型;
3.电极加工精度:无台阶精度在0. mm~0.015mm;
4.EDM加工方式:C轴+多轴联动加工
5.EDM加工精度结果:圆度配合间隙0.000~0.005mm
(图二):如图精加工电极由石墨改成铜电极可以保证汽车模日期章的电打精度,满足加工需求。
总结:采用常规加工模式无法保证加工精度0~0.005mm,怎么去保证这个加工精度?这个难题就迫使EDM需要进行加工方式变更,经过电极材料的选取及加工方式的变更,这个难题得到很好的解决,EDM实现了对同类型、高精度此类结构加工难点的突破。
格力大金—精密模具加工厂家,拥有进口设备能力、创新研发实力、雄厚资金实力、强大生产能力。想了解我们可拨打合作热线:0756-8593031,或点击右侧在线客服咨询!进入格力大金官网http://www.gd-mold.com.cn/了解更多。
 微信公众号
微信公众号

