EDM加工汽车模等外单模具夹口改善报道
1.背景:
EDM按现有标准参数加工手工抛光后夹口位置不能达到客户要求;工艺、EDM现场采用铜电极按Ra0.4μ加工后再手工抛光改善后夹口品质效果明显提高;缺点是EDM的加工周期与成本翻倍增长。
2.目的:
通过现场加工测试分析对比,得到最优化的改善方案,在保证客户要求的前提下缩短EDM的加工周期、降低成本,达到增效目的。
3.方案:
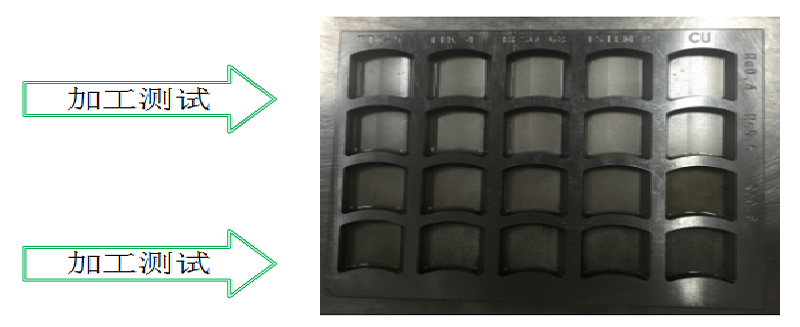
①组成项目小组,拟定测试计划;②铜电极、石墨电极由EDM现场按Ra0.4、Ra0.6、Ra0.8要求调整参数加工后再抛光,对EDM不同参数加工时间、粗糙度、加工精度,抛光时间、抛光后加工精度进行记录分析对比
4.实施方法:
①测试模型与计划由工艺拟定—工艺负责②测试铜电极、石墨电极制作由电极设计—电极设计员负责③EDM测试材料、加工、数据收集由EDM—EDM主管负责负责④抛光及数据收集由抛光—抛光主管负责⑤数据结果分析与标准建立—部门。
5.实施计划:
①测试模型、计划、电极准备2016-1-26完成。②EDM测试加工、数据收集2016-2-3完成③抛光及数据收集2016-2-22完成;④数据结果分析与标准建立2016-2-25。
格力大金在模具加工设备和检测设备、CAE/CAD/CAM技术、全自动信息化管理等硬实力和软实力都在行业超前行列。期待您拨打合作热线:0756-8593031,或点击右侧在线客服咨询!进入格力大金官网http://www.gd-mold.com.cn/了解更多。
 微信公众号
微信公众号

