多支薄长斜顶加工工艺方法革新报道
1.背景:
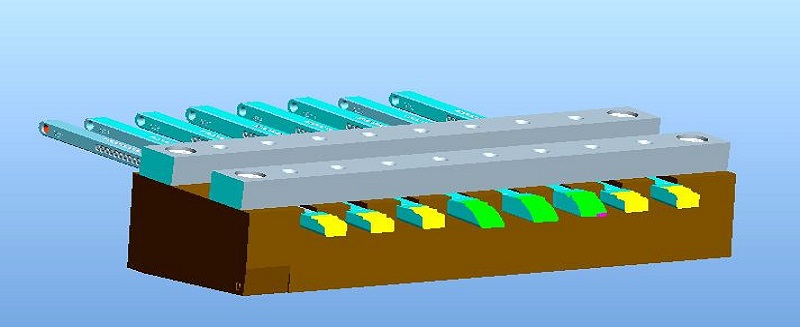
如图所示M130707斜顶,共32支,由于零件特征既薄又长。之前做法或装夹费时费工,或精度难以保证。A、单件制作:通常的做法,CNC加工后EDM清角,数量较多时,反复装夹上下机。B、合并料加工:精加工下料后无法保证其精度如CD盒斜顶。
2.革新方案:
a. 外形单件成型快走丝+磨床成型,以保证其精度。呆料制作5度小斜顶夹具,一组一组上机加工,以减少装夹次数,电极数量和电打成本。由于斜顶很小,由于线割后余量特别少,去除CNC工序,增加一个电极盖出,以减少工序流转次数和装夹,减少总体加工成本。
3.方案效益:
a. 流转次数:减少1次工序间流转。
b.装夹次数:减少(32*2-4)=60次装夹。
c.电极数量:减少(17*3-4)=47组电极。
d.电打时间;减少(32*2-4*4)=48小时加工时间。
仅M130707直接加工成本(48*42+60*0.1)=2022元。
4.方案拓展:
此方案将运用到M130707新模斜顶加工。 并将拓展到其他模具的斜顶加工。
格力大金在模具加工设备和检测设备、CAE/CAD/CAM技术、全自动信息化管理等硬实力和软实力都在行业超前行列。期待您拨打合作热线:0756-8593031,或点击右侧在线客服咨询!进入格力大金官网http://www.gd-mold.com.cn/了解更多。
【本文标签】: 精密模具加工厂 精密模具加工厂家 精密模具公司 精密模具制造厂家-格力大金
【责任编辑】:格力大金版权所有:http://www.gd-mold.com.cn/
转载请注明出处
 微信公众号
微信公众号

